

发布时间:2026-05-28 访问次数:56
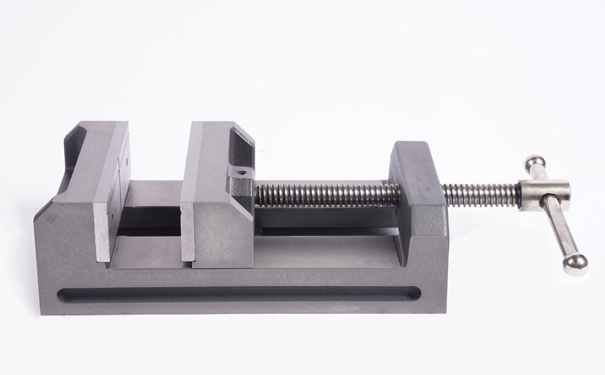
在机械加工中,平口钳(又称机用虎钳)是最基础且应用最广泛的通用夹具。无论是铣削、钻孔还是磨削,工件装夹的精准度与牢固度,直接决定了最终加工件的精度和安全性。很多新手在操作时容易出现工件歪斜、加工时移位甚至损伤钳口的情况。掌握平口钳固定工件的正确步骤,是每一位机械加工人员的必修课。
一、准备工作:清洁与定位基准
在正式装夹前,首先要做好清洁工作。必须将平口钳的钳口平面、导轨面以及工件的安装表面擦拭干净,清除油污、铁屑和毛刺。如果是夹持毛坯件,应选择工件上一个较大且相对平整的面作为粗基准,并将其靠向平口钳的固定钳口(注意:固定钳口是定位基准,活动钳口仅负责施力)。
为了保护精密的钳口不被粗糙的毛坯划伤,同时增加接触面的摩擦力,建议在钳口与工件之间垫上一层薄铜皮。
二、科学装夹:巧用辅助工具
将工件放入钳口后,不要急于一次性拧紧。为了保证工件的基准面与固定钳口完美贴合,可以采用以下两种科学装夹技巧:
1.使用圆棒辅助(针对已加工面):如果工件的基准面已经过粗加工,可以在活动钳口与工件之间水平放置一根圆棒(位置应在工件被夹持部分高度的中间偏上)。通过拧紧丝杠,圆棒会产生一个向下的分力,迫使工件的基准面紧紧贴合固定钳口,有效防止工件在夹紧过程中发生上翘或偏转。
2.使用平行垫铁(针对悬空部位):如果工件高度较低,需要在底部垫上等高平行垫铁。夹紧后,用铜棒或木锤轻轻敲击工件的上平面,同时用手尝试抽动垫铁。当垫铁不再松动,说明工件底面与垫铁、垫铁与导轨面三者已密合,此时再最终锁紧。
三、紧固与检查:确保万无一失
在拧紧平口钳手柄时,力度要适中且均匀。对于要求较高的工件,建议分两次拧紧,防止工件因瞬间受力过大而产生微量位移。
工件夹紧后,必须进行最后的检查。加工部位必须高出钳口平面(通常高出3~5mm为宜),以防铣刀在切削时碰撞到钳口,造成刀具或设备的损坏。此外,可以用铜棒轻敲工件,通过听声音判断夹紧是否可靠(清脆声通常表示夹紧良好)。
四、安全操作注意事项
严禁超程:被夹工件的尺寸不应超过钳口的最大行程,以免损坏丝杠和螺母。
合理施力:夹持薄壁或刚性较差的工件时,夹紧力不宜过大,必要时在工件空心位置增加辅助支撑,防止工件受力变形。
规范工具:拧紧手柄时,严禁使用套管加长手柄力臂,以免因扭矩过大损坏平口钳内部传动结构。
规范使用平口钳不仅能大幅提升加工精度,还能有效延长夹具和设备的使用寿命。养成良好的装夹习惯,是迈向精密加工的第一步。