

发布时间:2026-04-24 访问次数:110
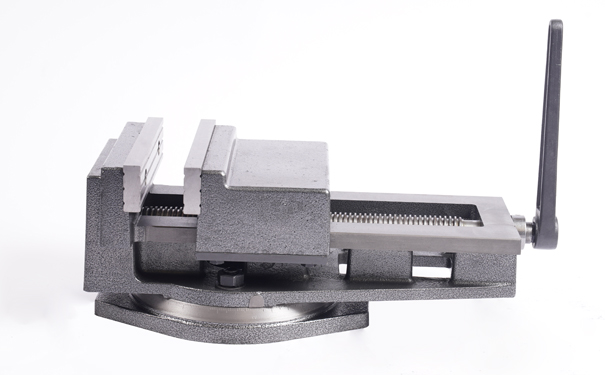
在机械加工、钳工操作及DIY制作过程中,平口钳(又称台虎钳或机用虎钳)是固定工件最常用的夹具之一。尤其面对小型工件时,由于其体积小、刚性弱、易变形等特点,装夹难度显著增加。若操作不当,不仅影响加工精度,还可能造成工件损伤甚至安全事故。本文将系统介绍平口钳装夹小型工件的实用技巧,帮助操作者高效、安全、精准地完成作业。
一、选择合适的钳口与衬垫
标准平口钳钳口通常较宽且表面粗糙,直接夹持小型工件容易导致应力集中或表面压伤。建议使用软金属(如铜、铝)或工程塑料制成的钳口衬垫,既能保护工件表面,又能增加摩擦力,防止打滑。对于精密零件,还可采用带V型槽的专用钳口,便于圆柱形小件的稳定定位。
二、合理控制夹紧力
小型工件刚性差,过大的夹紧力极易引起变形,影响后续加工尺寸。应遵循“适度夹紧”原则:先用手旋紧钳柄至工件不再晃动,再用扳手微调1/4–1/2圈即可。必要时可使用扭矩扳手设定限值,避免人为用力过猛。对于薄壁或脆性材料(如铝、黄铜、塑料),更需格外谨慎。
三、利用辅助支撑提高稳定性
当工件高度远小于钳口高度时,容易在切削力作用下产生振动或位移。此时可在工件下方垫入平行块或量块,使其受力面与钳口上平面齐平,形成三点支撑结构,大幅提升刚性和定位精度。同时确保垫块清洁、无毛刺,避免引入装夹误差。
四、精准找正与定位
小型工件对位置精度要求更高。装夹后应使用百分表或角尺进行校正,确保工件侧面与机床坐标轴平行。若需重复装夹,可借助定位销、挡块或刻线标记,实现快速准确复位,减少调试时间,提高批量加工一致性。
五、注意装夹方向与受力分析
根据加工内容(如铣削、钻孔、锉削)预判切削力方向,使工件主要受力面紧贴固定钳口,避免因杠杆效应导致松动。例如,在铣削时应让切削力指向固定钳口一侧;钻孔则需确保工件底部有足够支撑,防止钻头下拉造成位移。
六、保持钳具清洁与维护
平口钳导轨、丝杠及钳口上的油污、铁屑会直接影响夹持精度。每次使用前后应清理杂物,并定期润滑传动部件,确保钳口平行度和夹紧力均匀。长期使用后若发现钳口磨损或松动,应及时修磨或更换,避免累积误差影响小型工件装夹质量。
掌握以上技巧,不仅能显著提升小型工件的装夹可靠性与加工精度,还能延长平口钳使用寿命,保障操作安全。无论是专业技工还是业余爱好者,都应在实践中不断优化装夹方法,让基础工具发挥最大效能。