

发布时间:2026-03-18 访问次数:109
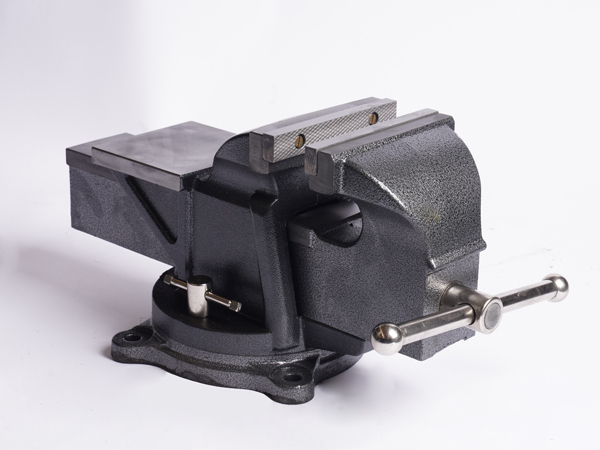
平口钳是机械加工、装配和维修中不可或缺的通用夹具,其核心功能在于通过一对平行且高精度的钳口,牢固、精准地夹持工件。其中,钳口的刃口(即夹持面)状态直接决定了夹持性能。然而,在长期使用中,刃口会不可避免地发生磨损、变形或损伤。因此,定期对平口钳的刃口进行打磨维护,并非简单的保养,而是保障加工精度、作业安全和工具寿命的关键技术措施。本文将从多个维度深入解析其必要性。
一、 维持夹持精度与稳定性,保障加工质量
平口钳最基本也最重要的要求,是确保被夹持工件的定位精度和刚性。
1. 精度丧失:随着使用频次增加,刃口表面会发生均匀磨损,导致其平面度、平行度下降。磨损可能是不均匀的,形成局部凹陷或凸起。此时夹持工件,会产生微小的位移或倾斜,对于精密铣削、钻孔等工序,这会直接导致加工尺寸超差、形位公差失控,造成批量废品。
2. 夹持力下降与工件松动:锋锐、平直的刃口能与工件表面形成最大程度的有效接触。磨损变钝或出现圆角的刃口,会显著减小实际接触面积。根据物理学原理,在相同锁紧扭矩下,接触面积减小会导致比压(单位面积压力)分布不均,有效摩擦力下降。在加工受力(尤其是断续切削或重切削)时,工件极易发生滑动甚至“飞件”,引发严重质量事故和安全风险。
3. 针对异形或软质工件:在夹持圆形棒料、已加工表面或铝、铜等软金属工件时,对刃口状态更为敏感。磨损的刃口更容易在精加工表面留下压痕,损伤工件;对圆形工件则更容易打滑。
二、 恢复刃口功能,应对多样化工件
设计良好的平口钳刃口并非绝对直角,常带有细微的齿纹或经过特殊处理。
1. 功能性齿纹的修复:许多平口钳的刃口设计有细密的网状齿纹。这些齿纹能“咬入”工件表面(特别是粗坯料),极大增加防滑能力。长期使用后,这些微观齿纹会被磨平,防滑功能丧失。定期打磨可以修复或重新加工出这些功能性纹理(需根据工件材料硬度谨慎选择齿纹深浅)。
2. 清除顽固附着物:在加工铸铁、铝等材料时,切屑、油污、灰尘可能混合并牢固附着在刃口上,形成局部高点,破坏夹持平面的完整性。常规清洁难以去除,必须通过打磨彻底清除。
三、 防止工件损伤与保护刀具
1. 保护已加工工件:磨损后带有毛刺、卷边或微小缺口的刃口,在夹紧时会像“锉刀”一样,严重划伤甚至压溃工件的精加工表面(如磨削面、抛光面),造成不必要的返工或报废。
2. 间接保护机床刀具:工件夹持不牢导致的振动、滑动或“飞件”,不仅损坏工件,更可能造成昂贵的切削刀具崩刃、断裂,甚至损伤机床主轴和导轨,带来巨大的经济损失。
四、 延长平口钳自身使用寿命
定期预防性打磨是一种经济有效的维护策略。
1. 避免损伤积累:及时去除刃口局部的微小崩缺、压痕,可以防止这些缺陷在后续使用中因应力集中而扩大,导致更大范围的损坏。
2. 恢复基准面:对于可换式钳口或整体式钳体,将刃口打磨平直,实际上是重新校准了平口钳的原始基准。这避免了因局部问题导致整个工具提前报废,显著延长了其作为精密工具的有效使用寿命。
打磨操作的专业要点
进行刃口打磨时,需遵循规范以确保效果:
• 基准选择:应以平口钳底座的安装面或滑动钳体的导轨面为基准,在精密平面磨床或配有专用夹具的砂轮机上进行,确保打磨后的刃口与基准面保持所需的垂直度与平行度。
• 磨削量控制:采用“少量多次”的原则,避免磨削过量产生高温导致退火软化,或影响钳体结构强度。
• 表面处理:打磨后应去除毛刺,并可根据需要重新加工防滑齿纹。对于某些材质,可进行表面强化处理以提高耐磨性。
总结
总而言之,平口钳刃口的定期打磨,是一项将“被动维修”转化为“主动精度管理”的核心维护作业。它直接关系到加工质量的核心(精度与稳定性)、生产的安全底线、工件的表面保护以及工具本身的价值延续。在强调智能制造与精益生产的今天,将平口钳等关键工装夹具的精度维护纳入规范化、周期性的管理体系,是以最小成本保障生产线稳定输出高质量产品、杜绝安全隐患的重要基石。忽视刃口维护,看似节省了短暂的维护时间,实则埋下了精度失控、安全事故和综合成本飙升的隐患。