

发布时间:2026-02-26 访问次数:108
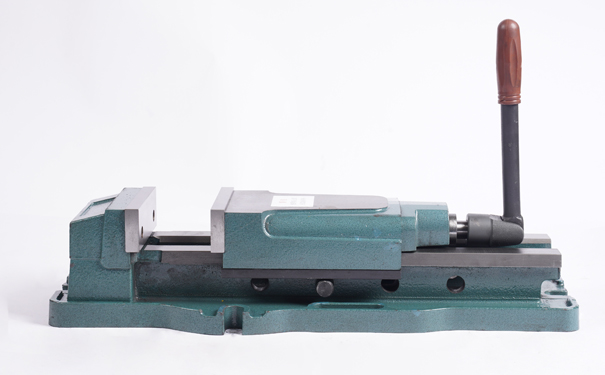
在机械加工领域,平口钳凭借其独特的结构设计,成为铣床、钻床、磨床等设备的核心附件,尤其擅长夹持金属、塑料、复合材料等不同材质的工件。其“万能夹持”特性源于三大核心优势:结构适配性、力学可控性及工艺兼容性。
一、结构适配性:平行钳口与多维度调节的完美结合
平口钳的钳口采用平行平面设计,与扁平、方形工件的表面天然契合。这种设计使钳口与工件的接触面积最大化,例如加工10mm厚铝合金板时,钳口与工件的接触面积可达工件侧面积的80%以上,有效分散夹紧力。同时,其开合范围通常可达0-150mm,通过丝杠螺母传动机构实现无级调节,既能夹持0.5mm的薄金属片,也能固定50mm的厚钢块。
对于异形工件,平口钳可通过辅助工装扩展适配性。例如加工圆形塑料件时,在钳口内嵌入V型铁或软质衬垫(如铜、橡胶),即可将点接触转化为面接触,避免应力集中。某精密加工厂案例显示,通过定制聚四氟乙烯钳口衬套,平口钳成功夹持了表面粗糙度Ra0.2的钛合金薄壁件,加工后工件变形量小于0.01mm。
二、力学可控性:从刚性夹持到柔性保护的精准调控
平口钳的夹紧力通过丝杠传动系统实现量化控制。以M12丝杠为例,其螺距为1.75mm,当操作人员施加20N·m扭矩时,可产生约12kN的轴向推力,经杠杆放大后,钳口夹紧力可达30kN以上。这种力学传递的精确性,使得平口钳既能稳固夹持硬度达HRC60的淬火钢,也能通过调节扭矩避免压伤硬度仅HB200的铝合金。
针对脆性材料(如陶瓷、玻璃),平口钳采用“分段夹持”策略:先以50%额定力预紧,再通过百分表监测工件变形量,逐步增加夹紧力至加工所需值。某光学元件加工企业实践表明,采用此方法加工直径100mm的K9玻璃镜片时,成品率从65%提升至92%。
三、工艺兼容性:从粗加工到精加工的全场景覆盖
平口钳的导轨副设计(通常采用H7/h6间隙配合)使其具备微米级定位精度。在磨削加工中,配合电磁吸盘使用,可实现工件平面度误差小于0.005mm。某汽车模具厂案例显示,使用平口钳夹持淬火后的Cr12MoV钢导轨(长度1200mm)进行精磨时,通过三次装夹完成全部六个面的加工,最终导轨直线度达到0.003mm/1000mm。
对于复合材料加工,平口钳通过材质组合优化解决粘附问题。例如加工碳纤维增强塑料(CFRP)时,采用表面镀硬铬的钳口配合脱模剂,可使工件表面粗糙度维持在Ra0.8以下,同时避免纤维拔出。某航空航天零部件供应商的测试数据显示,采用优化后的夹持方案,CFRP工件的加工效率提升40%,刀具寿命延长25%。
四、经济性与维护优势:低成本下的高可靠性
平口钳的模块化设计使其维护成本极低。主要易损件(如钳口、丝杠)均采用标准件,更换成本不足设备总价的5%。某机械加工车间的统计表明,单台平口钳的年均维护费用仅为其采购价格的1.2%,且使用寿命超过10年。这种经济性,使其成为中小企业的首选夹具——据行业调研,国内80%的机械加工企业将平口钳作为基础夹具配置。
从精密电子元件到重型机械部件,从传统金属加工到新型复合材料应用,平口钳通过结构创新与工艺优化,持续拓展着多材质加工的边界。其“万能夹持”的特性,本质上是机械设计智慧与材料科学进步的完美融合,正是这种融合,让平口钳成为现代制造业中不可或缺的“基础装备”。