

发布时间:2026-02-24 访问次数:101
平口钳作为机械加工领域的基础夹具,其设计特性与金属件夹持需求之间存在高度契合性。从结构原理到工程实践,平口钳在金属加工场景中展现出的可靠性、适应性和经济性,使其成为车间不可或缺的工艺装备。
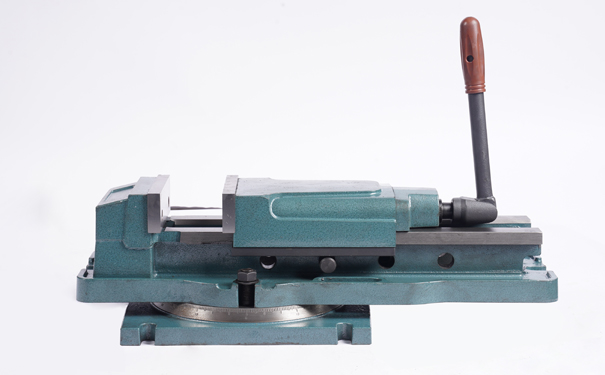
一、结构设计的基础优势
平口钳的核心结构由固定钳身、活动钳口、丝杠传动机构和底座组成。其平行钳口设计是夹持金属件的关键:两钳口工作面保持高精度平行度,通常可达0.05mm/100mm以内,确保夹持力均匀分布于工件接触面。对于金属件而言,这种面接触模式避免了点接触或线接触导致的应力集中,防止薄壁件变形或精密表面损伤。
刚性框架结构赋予平口钳卓越的承载能力。采用灰铸铁或球墨铸铁制造的钳身,具有良好的吸振性和抗压强度,能承受金属切削过程中产生的冲击载荷和振动。丝杠螺母机构将旋转运动转化为直线夹紧力,机械增益比可达数十倍,操作者仅需较小扭矩即可产生数吨级的夹紧力,满足重型金属件的固定需求。
底座定位系统增强了工艺稳定性。平口钳底座通常设有定位键或T型槽螺栓,可快速准确地安装于机床工作台,建立统一的工艺基准。这种可重复定位特性对于批量金属件加工至关重要,确保每件工件都处于相同的坐标系中。
二、金属加工场景的适配性
金属材料的物理特性决定了其对夹具的特殊要求。金属件通常具有较高的硬度和密度,切削力大、切削温度高,平口钳的高刚度设计能有效抵抗这些工艺负荷。相比木工夹具或塑料夹具,平口钳的夹紧力不会导致自身结构变形,从而维持加工精度。
夹持范围的可调性适应金属件的多样性。通过更换不同高度的钳口铁或使用V型块附件,平口钳可夹持从薄片到立方体的各类金属件。对于圆形金属件,V型钳口或附加V型块能实现自动定心夹持,保证轴线与加工面的位置精度。这种模块化扩展能力使单一平口钳可覆盖多种加工任务。
切屑防护与排屑设计体现工艺考量。金属切削产生大量高温切屑,平口钳的封闭结构和防护罩设计能防止切屑进入传动机构;钳口表面的锯齿或沟槽结构增加摩擦系数,防止金属件在切削力作用下位移,同时允许冷却液流通,带走切削热。
三、精度保持与工艺可靠性
金属加工对尺寸精度要求严苛,平口钳的精度保持机制至关重要。精密级平口钳的钳口垂直度、平行度经过精磨处理,可作为工件定位的基准面。在铣削、钻削等工序中,直接以钳口为基准装夹,可减少找正时间,提高生产效率。
夹紧力的可控性防止金属件变形。通过丝杠的微调,操作者能精确控制夹紧力大小,对于铝合金等软金属件,避免过夹紧导致的表面压痕;对于淬火钢等硬脆材料,确保足够的夹持刚度。部分精密平口钳配备扭矩限制装置,进一步量化夹紧力控制。
耐磨性与寿命满足金属加工的高负荷需求。钳口工作面经热处理硬度达HRC50以上,能抵抗金属件的反复装夹磨损;丝杠螺母副采用耐磨材料或表面硬化处理,在频繁开合操作中保持传动精度。这种耐用性降低了长期使用的精度衰减风险。
四、经济性与工艺集成
平口钳的成本效益比在金属加工夹具中表现突出。其结构简单、制造标准化,维护仅需定期润滑和清洁,使用成本远低于专用液压夹具或气动夹具。对于中小批量生产,平口钳的柔性装夹能力避免了专用夹具的设计制造周期和费用。
与自动化系统的兼容性拓展其应用边界。数控平口钳配备电机驱动或液压驱动系统,可实现夹紧力的程序控制和远程操作,集成于柔性制造单元。在金属件的自动化生产线中,平口钳作为标准化接口,与机器人上下料系统协同工作。
多工位与组合应用提升加工效率。通过并列使用多个平口钳或配置多工位转盘,可实现金属件的连续加工与装卸,减少机床停机时间。在加工中心上,平口钳与精密平口钳的组合使用,能同时完成粗加工和精加工的定位基准转换。
五、技术演进与专业化发展
现代平口钳技术持续进化。模块化快换系统允许数秒内更换不同功能钳口,适应金属件的快速换型需求;精密微调机构实现微米级的夹持位置调整,满足精密金属件的找正要求;智能传感集成监测夹紧力和振动状态,为金属加工过程提供数据支持。
针对特殊金属材料,专用平口钳不断涌现。例如,夹持钛合金等难加工材料时,采用陶瓷涂层钳口防止粘连;对于高温合金,设计水冷通道降低热传导对夹具精度的影响。这些专业化发展进一步巩固了平口钳在金属加工领域的核心地位。
结语
平口钳之所以成为金属件夹持的经典选择,源于其结构设计与金属加工工艺需求的深度匹配。从基础的平行夹持到精密的工艺集成,从手工操作到智能制造,平口钳以其可靠性、适应性和经济性,持续支撑着金属加工的质量与效率。在可预见的未来,随着材料技术和制造工艺的进步,平口钳将在金属加工领域继续发挥不可替代的基础作用。