欢迎您访问莱州市金丰制钳有限公司官方网站!
加入收藏
丨
XML
网站首页
公司简介
产品展示
新闻中心
相关下载
联系我们
新闻动态
行业知识
联系我们
手机:13791157188 / 13553111957
电话:0535-2211263
邮箱:lzjfzq@aliyun.com
传真:(0535)2260650
地址:山东省莱州市程郭镇工业园
新闻动态
当前位置:
首页
>
新闻中心
>
行业知识
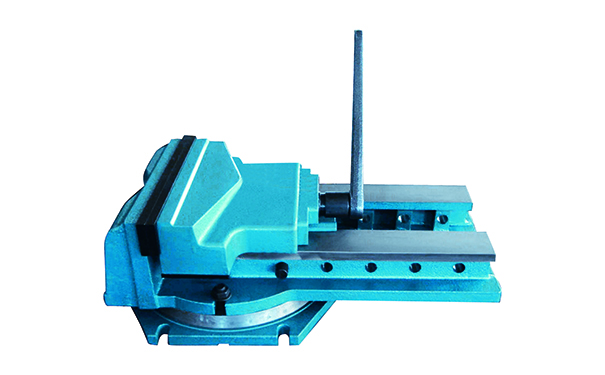
平口钳铣削大板件的方法如何?
发布时间:2021-08-26 访问次数:820
平口钳
的不同尺寸适用于不同行业进行工作 ,一般只能夹紧中小型尺寸工件,当需要夹紧大尺寸的零件特别是大尺寸的板件时,可按适当的夹紧方法进行夹紧。 下面简单来看下:
多工位高效复合铣削装置。工件有多个面要铣出,传统的工艺是用三套夹具定位三次、铣削三次,辅助时间多,效率低。为提高生产效率,设计制造多工位高效复合铣削装置。该装置有两块大平板,用于定位工件,把大平板和压紧在铣床工作台上。在两大平板上设置定位销和防转销,以限制住工件的六个自由度,再用压板把三个工件压住。三种铣刀的位置根据工件的位置进行调整,使铣刀准确铣出要求的平面。
把平口钳固定在立式铣床的工作台上,用平口钳夹紧一长托板,用千分表检测夹紧后的长托板的平面度。符合要求后,把要铣的大板件放在长托板上,用两个或多个弓形夹把大板件和长托板夹紧在一起,当大板件为有色金属件时,在弓形夹夹头下放置垫板,以防夹坏有色金属的表面。夹紧之后,即可开动机床对大板件进行铣削加工,注意切削厚度和进给量不要太大,以防破坏夹紧或引起振动。
简单带大家了解了下平口钳铣削的一些操作,希望可以帮到大家,我们公司主要生产加工平口钳,台虎钳等机床专用夹具的企业,我们有专业技术人员数名,有需要联系我们。
上一条:
台虎钳不同类型有怎样的结构?
下一条:
钻床夹具厂家提醒如何装夹工作?
相关产品
more+
相关新闻
more+
莱州市金丰制钳有限公司
快速导航
网站首页
丨
公司简介
丨
产品展示
新闻中心
丨
相关下载
丨
联系我们
本站关键词
平口钳
、
钻床夹具
、
台虎钳
城市分站
山东
莱州
备案号:
鲁ICP备10010083号-4
技术支持:
唯佳网络